
Содержание
Компания ООО «МиГ-2012» готова выполнить работы по сварке ПНД труб, компания обладает собственным оборудованием для сварки труб методом «встык», а также с использованием электросварных муфт с закладными элементами
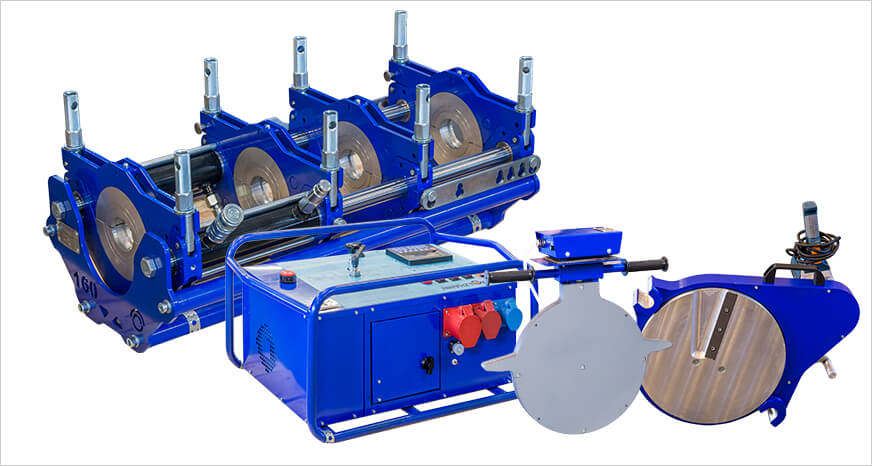
Технология стыковой сварки полиэтиленовых ПНД-труб
Стыковая сварка на сварочном оборудовании методом «встык» — наиболее востребованный и эффективный метод монтажа ПНД-труб. Стыковая сварка выполняется в том случае, когда диаметр материала более 50 мм, а толщина стенки более 4 мм.
Не разрешается сварка из неоднородных полимерных материалов.
Идея способа стыковой сварки ПЭ труб состоит в том, что торцы во время сварки нагреваются до состояния вязкого полиэтилена непосредственным контактом с электрическим нагревательным элементом. После этого расплавленные торцы труб соединяются гидравлическим давлением и выдерживаются некоторое время до полного остывания.
Перед процессом нагрева торцы свариваемых труб подвергаются механической очистке и обработке для удаления загрязнений.
Всего существует пять этапов стыковой сварки труб:
- Монтаж и центровка в кольцевых зажимах сварочного аппарата концов свариваемых труб.
- Торцевание перед сваркой специальными ножами с механическим приводом.
- Производится визуальная проверка на точность совпадения торцов, контролируется величина зазора.
- Нагреваются и оплавляются поверхности предварительно нагретым инструментом.
- Нагревательный элемент удаляется из области сварки, трубы соединяются под давлением. Происходит осадка стыка.

Во время стыковой сварки труб необходимо контролировать следующие основные параметры:
- температуру нагревательного элемента;
- время нагрева соединяемых поверхностей;
- величину оплавления полиэтилена (высота грата);
- контактное давление во время нагрева и во время охлаждения.
После того как стыковая сварка труб ПНД завершен, в процессе охлаждения сварной шов достигает требуемой прочности, а также обеспечивается однородность материала в месте соединения.
Основные правила стыковой сварки полиэтиленовых ПНД-труб
- Стыковая сварка ПНД-труб выполняется только на твердой ровной поверхности, например, из досок, либо на асфальте или железобетонном основании.
- Во время сварки полиэтиленовых труб безусловно должна обеспечиваться соосность труб. Разница в осях свариваемых труб не должна превышать 10 процентов толщины стенки трубы.
- Обратные торцы труб ПНД во время сварки закрываются заглушками во избежание сквозняка внутри труб, с целью поддержания заданной температуры стыковой сварки полиэтиленовых труб.
- До фиксации в зажимах их торцы протираются неворсистой тряпкой изнутри и снаружи. Также протираются зажимы центратора.
- Трубы ПНД располагаются в шасси таким образом, чтобы заводская маркировка находилась сверху и шла в одну линию.
- Перед началом работ нагревательный аппарат протирается в холодном состоянии. Чтобы удалить с поверхности нагревателя микрочастицы и пыль, производится сварка первого пробного стыка. Два пробных стыка варится для труб диаметром более 180 мм.
- В случае перехода на новый диаметр трубы после полного остывания нагревателя также варится пробный стык.
- Диски торцевателя перед шлифованием протираются.
- Перед окончанием процесса шлифования необходимо убедиться в том, что на обоих торцах труб формируется непрерывная кольцевая стружка.
- Сразу после шлифования торцеватель ставится на специальную подставку.
- Стружка с торцов и из шасси удаляется с помощью неметаллической палочки.
- Далее проверяется соосность труб, а также отсутствие эффекта зеркальности по всей окружности стыка.
- По окончании визуального контроля шлифования и соосности труб ПНД незамедлительно приступают к стыковой сварке.